
Polca nader beschouwd
Waarom geen Tango maar Polca! In dit betoog ga ik wat dieper in op de methodiek van drastische flow verbetering met behulp van de Polca methode.
Steeds kritischer wordende klanten stellen bedrijven voor grote uitdagingen. Klanten zijn niet meer tevreden met een beperkt aanbod, maar wensen anderzijds niet of slechts korte tijd te wachten totdat het gewenste product geleverd wordt. Daarmee staat het bedrijfsleven, dat niet slechts op kosten wil concurreren, voor de vraag hoe een grote variëteit aan eindproducten te leveren binnen zeer korte levertijd.
Veel aandacht wordt er vaak al gegeven aan de volgende aspecten:
- Productontwerp (modulaire architectuur)
- Engineering (standaardisatie van onderdelen en tools)
- Productie (omsteltijdreductie, flexibele cellen, standaardisatie werkprocessen, etc)
- Kwaliteitsverbeteringen en innovaties
- Planning
Het is gebleken dat de standaard maatregelen en systemen die vanuit Lean Manufacturing zijn ontstaan voornamelijk geschikt zijn voor bedrijven die van tamelijk starre grote serie productie over moeten gaan naar flexibelere productie. Bedrijven die al gekenmerkt worden door een grote flexibiliteit (op klantorder produceren) kunnen vaak veel minder met de Lean methodes en technieken. Een Kanban systeem is bijvoorbeeld een methodiek die minder goed uitpakt voor dit soort organisaties. Het systeem is vrij star aangezien er gewerkt wordt met kaartjes die ieder een bepaald type product/halffabricaat en een bepaalde hoeveelheid moet specificeren. Hiermee worden de beschikbare (tussen) voorraden beheerst op een beperkte hoeveelheid. Is er echter sprake van een grote variëteit aan halffabricaten en eindproducten dan ontstaat er een probleem aangezien je dan kleine voorraden van al die varianten zou aan moeten leggen. Dit zou onbetaalbaar worden, nog afgezien van het ruimte beslag (handling etc.).
Betekent dit nu dat een kaart gebaseerd op materiaalbeheersingssysteem voor bedrijven die op klantorder produceren onmogelijk is? Antwoord is nee, want het Polca systeem biedt een mogelijk alternatief. In dit systeem beoogt de sterke punten van het Kanban systeem te behouden maar daar waar het minder presteert aanpassingen aan te brengen.
Polca is een materiaalbeheersingssysteem dat de toestemming tot het starten van nieuwe productie orders in cellen regelt zodat er niet op een bepaalde plek teveel werk tegelijk aanwezig is terwijl ergens anders te weinig werk onderhanden is.
Polca staat voor: ‘Paired-cell Overlapping Loops of Cards with Authorization’.
Kortom Polca zorgt ervoor dat de doorlooptijd laag blijft terwijl de efficiency er niet onder lijdt.
Het systeem oefent invloed uit op het tijdstip en de keuze van orders voor vrijgave naar de productie.
Wat het tijdstip betreft kun je denken aan de manier waarop de toerit dosering bij de oprit naar de snelweg functioneert. Immers door gedoseerd toelaten voorkom je lange doorlooptijden (files) in de productie.
Het beïnvloeden van de keuze van orders maakt dat het werk dat je vrijgeeft voor een gelijkmatige belasting van je productie apparaat (beschikbare capaciteit, capaciteit van de weg) zorgt. Dus zorg dat niet alle auto’s op de snelweg exact dezelfde route moeten volgen, want dan ontstaan er files op bepaalde punten, terwijl het op andere punten heel rustig is. Bij auto’s heb je weinig invloed op de bestemming die iedere bestuurder kiest, in beperkte mate wel op de route (bijv. omleiding hoewel echt sturen met bijvoorbeeld dosering heel lastig is). In de productie heb je echter wel invloed op de keuze welke orders waar naartoe mogen.
Hiertoe wordt er bij Polca gebruik gemaakt van de volgende hulpmiddelen:
- Route gebonden kaartjes die orders op de vloer begeleiden
- Autorisatielijsten die aangeven vanaf welk tijdstip een order mag worden vrijgegeven
- Berekeningsmethoden die assisteren bij het bepalen van het aantal kaartjes
- Voorzieningen om het systeem draaiende te houden bij calamiteiten
Hieronder staat een voorbeeld van een Polca kaart waarbij te zien is dat de order eerst cel D1 doorloopt en daarna R1.
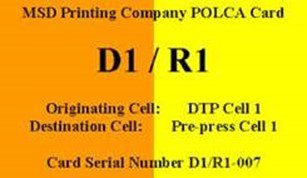
Noodzakelijk is dat iedere order begeleidt wordt door een routingplan, oftewel de cellen die moeten worden doorlopen voor deze order. Maar ook welke materialen en componenten nodig zijn en overige relevante informatie. Dit is eigenlijk niet anders dan de receptuur die bij een conventioneel productie systeem kan rondgaan. De werking is gebaseerd op kunnen en mogen starten van een order:
- Er kan pas worden gestart als de benodigde materialen aanwezig zijn.
- Er mag pas worden gestart in een cel als zowel de kaart van de toeleverende cel upstream als de kaart van de onvangende cel downstream aanwezig zijn. Dit betekent dat er capaciteit beschikbaar is.
Ik kan mij voorstellen dat er de nodige vragen rijzen, maar het voert in het kader van deze blog te ver om de exacte werking hier nader toe te lichten. Een voorbeeld van een routing is hieronder visueel aangegeven:
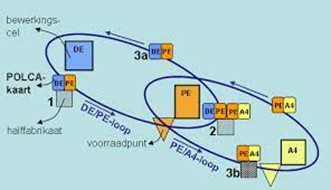
DE, PE en A4 zijn bewerkingscellen. Verder stellen de blokjes met dubbele kleuren de Polca kaartjes voor. De grijze blokjes zijn de orders halffabricaten.
Er zijn veel overeenkomsten met een MRP systeem, het grote verschil is echter dat er in principe met echte klantorders wordt gewerkt en niet met (onzekere) prognoses. Daardoor sluit het weer goed aan bij de Lean Pull gedachten.
Een organisatie die sinds jaar en dag succesvol met Polca werkt is Bosch Scharnieren Metals.
Als we Kanban en Polca naast elkaar leggen kunnen we het volgende concluderen:
- Overeenkomsten tussen Kanban en Polca zijn eliminatie van verspillingen, visuele signalen (kaartjes) zoals genoemd, zelfsturing, continue verbeteren en korte feedback.
- Het verschil is dat de kaartjes bij Kanban gebonden zijn aan producten/halffabricaten en bij Polca aan beschikbare capaciteit in cellen.
- Er is bij Polca veel minder voorraad nodig, want er hoeft niet voor elk halffabricaat voorraad te worden aangehouden. Dit is bij Kanban wel het geval. De werklast wordt gelijkmatig over de werkcellen verdeeld.
- Verstoringen in het proces zijn wat eerder zichtbaar bij Polca omdat er dan geen kaartjes terugkomen oftewel er is geen capaciteit beschikbaar.
- Kanban is in de operationele werking lokaal gestuurd, bij Polca is de planner meer betrokken tijdens de uitvoering van de orders (dus wat minder zelfsturing). Op basis van de vrijgavelijsten ziet hij er op basis van bepaalde checkpunten op toe dat er doorstroming is.
- Het pullprincipe is zowel bij Kanban als bij Polca werkzaam. Bij Kanban wordt geproduceerd op basis van ontstane materiaalbehoefte, bij Polca mag een cel pas produceren als de volgende stap voldoende capaciteit heeft.
- De doorlooptijden bij Polca blijven bij veel varianten kort. Bij kanban is het aantal varianten beperkter en kan de doorlooptijd kort zijn ten koste van extra voorraden.
Op basis van bovenstaande betoog zou je tot de conclusie kunnen komen dat Polca de heilige graal is. Polca hoeft echter niet de meest geschikte optie te zijn. Het heeft bijvoorbeeld geen toegevoegde waarde indien complete producten in een werkcel worden geproduceerd. Daarnaast kunnen symptomen die men wil voorkomen zoals lange en onzekere doorlooptijden en hoge voorraad onderhanden werk door tal van factoren worden veroorzaakt. Onderzoek in de praktijksituatie zal moeten uitwijzen of Polca een bijdrage kan leveren of niet.
Polca staat echter niet helemaal los van de Tango want doordat je steeds twee werkcellen koppelt geldt ‘it takes two to tango’.